undefined

Description
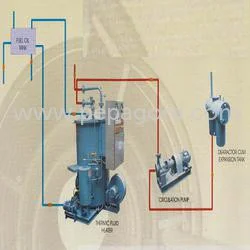
Industrial automatic coal fired thermal fluid heaters are engineered for demanding applications requiring efficient, high-temperature heat transfer. These advanced systems utilize ...
Industrial automatic coal fired thermal fluid heaters are engineered for demanding applications requiring efficient, high-temperature heat transfer. These advanced systems utilize thermal oil as a heat medium, circulated through closed-loop configurations to deliver consistent and controllable thermal energy to various industrial processes. The automatic coal feeding mechanism ensures uninterrupted operation with optimized combustion efficiency, significantly reducing manual oversight while enhancing fuel utilization. Designed with durability and performance as core principles, these heaters provide reliable heating solutions for industries where precise temperature control and operational stability are critical requirements. Their robust construction combined with sophisticated control systems makes them a practical investment for businesses seeking to upgrade their thermal energy infrastructure with cost-effective and dependable technology. These thermal fluid heaters serve diverse industrial sectors including chemical processing, food production, pharmaceuticals, textiles, and construction industries. In chemical manufacturing plants, they safely heat reactors and distillation units without direct flame contact, ensuring process safety and consistency. Food processing facilities depend on them for cooking, drying, and sterilization applications due to their uniform heat distribution capabilities. Pharmaceutical manufacturers utilize these heaters for temperature-sensitive synthesis processes where precision is paramount. Textile industries apply them in dyeing and finishing operations requiring stable thermal conditions. The construction sector benefits from their efficient heating of asphalt and other construction materials. Their versatility and adaptability make them suitable for both large-scale industrial plants and smaller manufacturing units seeking effective thermal solutions. The business value of automatic coal fired thermal fluid heaters centers on their reliability, cost-efficiency, and operational simplicity. They substantially reduce energy costs through optimized coal combustion and automated control systems, minimizing fuel waste and manual labor requirements. Their durable construction ensures extended service life with minimal maintenance demands, delivering strong return on investment over time. These systems are engineered to provide consistent performance under demanding operational conditions, establishing them as trusted solutions for companies prioritizing operational efficiency and dependable thermal energy supply in their production processes. The combination of advanced automation and robust design makes these heaters a smart long-term investment for industrial heating requirements. Key Features: - Automated coal feeding system for continuous operation - High thermal efficiency with optimized combustion control - Robust construction designed for durability and long service life - Precise temperature management with advanced control systems - Reliable performance under varying load conditions Benefits: - Reduced operational costs through optimized fuel consumption - Minimal manual intervention required for daily operations - Consistent thermal performance across diverse applications - Long service life with low maintenance requirements - Enhanced process reliability and production continuity
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Pressure | |
| Weight | |
| Control system | |
| Dimension(L*W*H) | |
| Power(W) | |
| Usage | |
| Feature | |
| Place of Origin |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Automatic coal fired thermal fluid heaters deliver uniform heat transfer for industrial processes requiring precise temperature management. Their automated coal feeding and combustion systems ensure steady operation with minimal manual intervention, making them ideal for continuous production environments where reliability is essential. These systems maintain consistent thermal fluid temperatures under varying load conditions, supporting diverse manufacturing applications across multiple sectors. These heaters provide cost-effective heating solutions without compromising performance. Automated controls optimize fuel consumption and reduce operational costs while maintaining high thermal efficiency. Robust construction and adaptability allow integration into existing plant setups, delivering dependable heat for processes requiring stable high-temperature heat transfer fluids during extended operational cycles. - Heating chemical reactors and distillation columns in chemical manufacturing plants - Providing process heat for cooking, drying, and sterilization in food processing facilities - Maintaining precise temperatures in pharmaceutical synthesis and formulation processes - Supporting textile dyeing and finishing operations with consistent thermal energy - Enabling asphalt melting and storage in construction and road manufacturing industries
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Shivam Boilers Services, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Automatic Coal Fired Thermal Fluid Heaters For High Temperature Process Heating
Industrial automatic coal fired thermal fluid heaters provide reliable high-temperature process heating for chemical, food, and pharmaceutical industries with efficient combustion control and durable construction for continuous operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shivam Boilers Services Maharashtra, India
Maharashtra, India
Manufacturer