undefined

Description
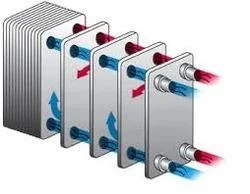
Industrial ammonia heat exchangers represent precision engineering for demanding thermal management applications. Specifically designed for ammonia refrigerant systems, these units...
Industrial ammonia heat exchangers represent precision engineering for demanding thermal management applications. Specifically designed for ammonia refrigerant systems, these units facilitate efficient heat transfer while maintaining system integrity and safety under challenging operating conditions. Constructed from high-grade materials resistant to ammonia's corrosive properties, they deliver consistent performance and reliability in industrial cooling and refrigeration applications where downtime is not an option. The robust design ensures minimal maintenance requirements and maximum operational uptime for critical cooling processes. These heat exchangers serve essential roles across multiple industrial sectors requiring reliable cooling solutions. The food processing industry utilizes them extensively in cold storage facilities, freezing tunnels, and refrigeration systems to maintain product quality and safety standards. Chemical manufacturing plants employ them for precise process cooling and temperature regulation during various production stages. They are equally vital in pharmaceutical manufacturing where exact temperature control is critical, and in large-scale HVAC systems for commercial complexes requiring efficient, reliable cooling capabilities. The business value of these ammonia heat exchangers lies in their proven reliability, energy efficiency, and long-term operational savings. Engineered for durability and performance, they significantly reduce maintenance costs and minimize system downtime, ensuring continuous operation of critical cooling processes. Their optimized heat transfer efficiency directly lowers energy consumption, positively impacting operational expenses. Built to withstand demanding industrial environments, these units provide consistent performance that protects your investment and supports business continuity. Key Features: - Corrosion-resistant construction compatible with ammonia refrigerant - High-pressure operation capability for industrial applications - Optimized thermal efficiency for maximum heat transfer - Durable design ensuring long service life and reliability - Precision-engineered surfaces for consistent performance Benefits: - Reduced maintenance requirements and operational costs - Enhanced energy efficiency lowering utility expenses - Reliable performance in demanding industrial conditions - Long service life with minimal performance degradation - Consistent heat transfer maintaining process stability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial ammonia heat exchangers provide critical thermal management in demanding refrigeration and cooling systems. Their robust construction handles high-pressure ammonia operations efficiently, ensuring reliable performance in harsh industrial environments where consistent temperature control is essential for operational success and process integrity across various sectors. Engineered for durability and efficiency, these heat exchangers integrate seamlessly into both new installations and system upgrades. They maintain optimal performance in corrosive conditions while delivering energy-efficient heat transfer, making them suitable for industries requiring dependable cooling solutions that minimize operational costs and maximize system reliability. - Cold storage and warehouse refrigeration for food preservation - Industrial ice manufacturing and processing facilities - Chemical plant process cooling and temperature control - Beverage production and brewery cooling systems - Large commercial building HVAC and climate control
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ammonia Heat Exchangers For Cooling And Refrigeration Systems
Industrial ammonia heat exchangers deliver reliable cooling and refrigeration with superior heat transfer efficiency, built for demanding industrial environments and long-lasting performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer