undefined

Description
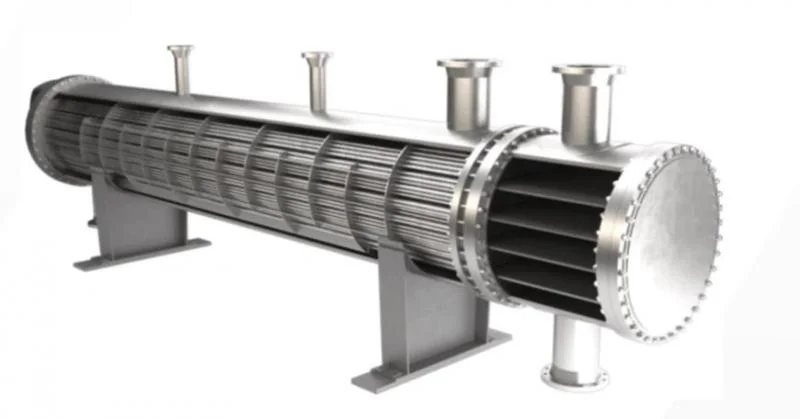
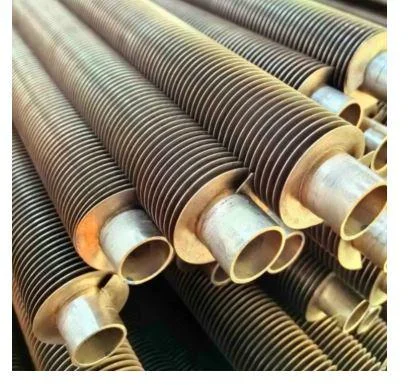
The Inium Aluminium Fin Tube Heat Exchanger represents advanced thermal engineering for heavy machinery applications. Constructed with precision-aligned aluminium fins and tubes, t...
The Inium Aluminium Fin Tube Heat Exchanger represents advanced thermal engineering for heavy machinery applications. Constructed with precision-aligned aluminium fins and tubes, this heat exchanger maximizes surface area for optimal heat transfer while maintaining structural integrity. The corrosion-resistant aluminium composition ensures longevity even in challenging environments where dust, moisture, and temperature fluctuations are common. Each unit undergoes rigorous quality testing to verify performance specifications and durability standards, providing peace of mind for equipment operators and maintenance teams. This heat exchanger serves critical functions across multiple heavy industries where earthmoving equipment operates. In construction sectors, it maintains optimal operating temperatures for excavators, bulldozers, and graders working on infrastructure projects. Mining operations benefit from its reliable performance in dump trucks and loaders that handle abrasive materials and extreme conditions. Agricultural machinery manufacturers incorporate similar thermal solutions for tractors and harvesters requiring efficient cooling systems. The design compatibility with major equipment brands ensures broad application across various operational scenarios. The business value of this heat exchanger lies in its combination of performance reliability and operational efficiency. By preventing overheating in critical machinery components, it reduces unexpected downtime and extends equipment service life. The lightweight aluminium construction contributes to better fuel efficiency without compromising cooling capacity. Manufacturers appreciate the standardized design that simplifies inventory management while meeting diverse application requirements. The proven track record with major equipment brands demonstrates consistent quality that translates to reduced maintenance costs and improved operational uptime for end-users. Key Features: - Aluminium construction providing lightweight durability and corrosion resistance - Enhanced fin design maximizing heat transfer surface area and efficiency - Precision-engineered tube configuration for optimal fluid flow and thermal exchange - Robust structural integrity capable of withstanding vibration and mechanical stress - Standardized mounting compatibility with major earthmoving equipment brands Benefits: - Extended equipment lifespan through effective temperature regulation and reduced thermal stress - Improved operational efficiency with better heat dissipation and reduced energy consumption - Lower maintenance requirements due to corrosion-resistant materials and durable construction - Enhanced safety through reliable prevention of overheating in critical machinery systems - Cost-effective performance with long service intervals and reduced replacement frequency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This Aluminium fin tube heat exchanger is engineered specifically for the demanding thermal management needs of heavy machinery. Its robust construction handles extreme conditions while maintaining efficient cooling performance across various operational environments. The design focuses on reliable heat dissipation in earthmoving equipment, where consistent temperature control is critical for engine and hydraulic system longevity. This component integrates seamlessly into existing machinery setups, providing dependable performance without adding excessive weight or maintenance complexity. Real-world applications: - Cooling systems for excavators and bulldozers operating in construction sites - Thermal management in mining dump trucks and loaders handling heavy materials - Heat exchange for hydraulic systems in wheel loaders and backhoe loaders - Engine cooling in graders and compactors used in road construction projects - Temperature regulation for off-highway trucks in quarry and mining operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Premier Engineering Works, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Heavy Machinery Aluminium Fin Tube Heat Exchanger For Earthmoving Equipment
Inium Aluminium Fin Tube Heat Exchanger delivers superior heat transfer and corrosion resistance for earthmoving equipment, ensuring lightweight durability in Caterpillar, Komatsu, and Liebherr machinery.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Premier Engineering Works
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer