undefined

Description
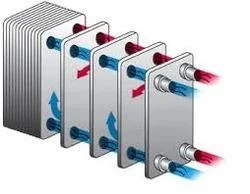
Our industrial air heat exchangers represent precision-engineered thermal management solutions designed for demanding operational environments. These units feature advanced finned ...
Our industrial air heat exchangers represent precision-engineered thermal management solutions designed for demanding operational environments. These units feature advanced finned tube technology that maximizes heat transfer efficiency between air and various process fluids. Built to withstand rigorous industrial conditions, they maintain consistent performance in both heating and cooling applications. The robust construction incorporates quality materials selected for durability and corrosion resistance, ensuring long service life even in challenging atmospheric conditions. Each unit undergoes strict quality control measures to guarantee reliability and performance consistency across all applications, making them suitable for integration into critical thermal management systems where failure is not an option. These heat exchangers find extensive application across diverse industrial sectors requiring precise temperature control. In commercial and industrial HVAC systems, they regulate air temperatures in large spaces while maintaining energy efficiency. Refrigeration applications benefit from their reliable performance in food processing plants, cold storage facilities, and commercial cooling systems. Process industries including chemical manufacturing and pharmaceutical production utilize them for maintaining specific temperature parameters during manufacturing operations. Power generation facilities employ these units for heat recovery and system cooling, while automotive and aerospace sectors rely on them for testing facility temperature management and equipment cooling requirements. Investing in our air heat exchangers delivers substantial operational advantages through enhanced thermal efficiency and reduced energy consumption. The durable construction minimizes maintenance requirements and extends service intervals, resulting in lower total cost of ownership. Their reliable performance ensures consistent thermal management, preventing production disruptions caused by temperature fluctuations. The design compatibility with various fluids and system configurations allows seamless integration into existing operations without requiring extensive modifications. This operational reliability translates into improved productivity and reduced downtime, making them a valuable long-term investment for businesses prioritizing stable thermal management in their operations. Key Features: - High-efficiency finned tube design optimized for maximum heat transfer performance - Robust construction using corrosion-resistant materials for extended service life - Engineered to withstand high-pressure and high-temperature industrial conditions - Compatible with various industrial fluids including refrigerants and process media - Precision manufacturing ensuring consistent performance and reliability Benefits: - Enhanced thermal efficiency reducing energy consumption and operational costs - Durable construction minimizing maintenance requirements and downtime - Reliable performance ensuring consistent temperature control in critical processes - Versatile compatibility allowing integration into diverse industrial systems - Long service life providing excellent return on investment through reduced replacement needs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial air heat exchangers serve as critical components for thermal management across multiple sectors. Their efficient heat transfer capabilities between air and process fluids make them indispensable for temperature regulation in complex systems. These units maintain precise thermal conditions while withstanding demanding operational environments, ensuring consistent performance in critical applications where temperature control directly impacts productivity and safety. Their design versatility allows integration into both new installations and existing infrastructure upgrades across various industrial scales and requirements. These thermal management solutions excel in applications requiring reliable heat exchange under challenging conditions. From large-scale manufacturing facilities to specialized processing plants, they provide stable temperature control for both heating and cooling processes. The robust construction ensures longevity even when exposed to corrosive atmospheres or high-pressure operations. Industries select these exchangers for their proven reliability in maintaining system efficiency while reducing energy consumption and operational costs through effective thermal transfer mechanisms. - Commercial building HVAC systems for precise climate control and air temperature management - Food processing facilities for refrigeration cycles and cold storage maintenance - Chemical manufacturing plants for process cooling and temperature regulation - Power generation facilities for heat recovery and system cooling operations - Automotive testing facilities for engine cooling and ventilation requirements
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Air Heat Exchangers For HVAC Refrigeration Cooling
Industrial air heat exchangers and finned tubes provide reliable thermal management for HVAC, refrigeration, and process cooling applications. These durable units deliver efficient heat transfer with robust construction suitable for demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer