undefined

Description
Our industrial air cooled heat exchangers represent advanced thermal management solutions engineered for demanding applications. These systems efficiently reduce temperatures of ci...
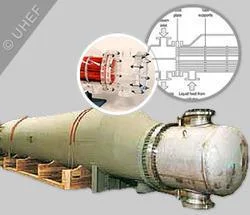
Our industrial air cooled heat exchangers represent advanced thermal management solutions engineered for demanding applications. These systems efficiently reduce temperatures of circulating process fluids within precisely designed finned tubes by forcing ambient air across exterior surfaces. Manufactured using premium materials and precision engineering, they deliver reliable performance in harsh industrial environments. The robust construction ensures long service life with minimal maintenance requirements, providing consistent cooling performance where water-based systems are impractical or undesirable. These heat exchangers serve vital roles across multiple industrial sectors including crude oil refineries, petrochemical plants, chemical processing facilities, power generation stations, and heavy manufacturing operations. In hydrocarbon processing, they cool process fluids and condense steam without water consumption, addressing both scarcity and contamination concerns. Petrochemical plants utilize them for natural gas cooling and vapor condensation processes. Chemical manufacturers rely on their contamination-free operation for sensitive production requirements. The versatility of these systems makes them suitable for both forced and induced draft applications across diverse industrial environments with varying space and performance constraints. The business value of our air cooled heat exchangers lies in their proven reliability, operational efficiency, and long-term durability. These systems significantly reduce maintenance requirements through robust construction and quality components, extending service life and minimizing operational disruptions. By eliminating water consumption and associated treatment costs, they offer substantial operational savings while providing consistent cooling performance in challenging conditions. Their modular design simplifies maintenance procedures and allows for potential system expansion as operational needs evolve. The proven track record of these systems makes them a smart investment for industrial operations seeking dependable, cost-effective thermal management solutions that deliver consistent performance year after year. Key Features: - Durable structural design engineered for harsh industrial environments - Multiple header options including Plug Header and Welded Bonnet Header configurations - Various fin types including G-type Embedded and L-type Wrap-On Fins - Modular construction for straightforward transportation and installation - Robust materials and precision engineering for reliable long-term performance Benefits: - Eliminates water consumption and associated treatment costs for operational savings - Provides reliable cooling performance in water-scarce or remote locations - Reduces maintenance requirements through durable construction and quality components - Offers contamination-free operation for sensitive industrial processes - Delivers consistent thermal management with minimal operational disruptions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Air cooled heat exchangers deliver efficient thermal management where water is scarce or contamination is a concern. These robust systems transfer heat from process fluids to ambient air through engineered finned tube bundles, making them ideal for remote locations and water-conscious industrial sites. Their durable construction ensures reliable performance in demanding conditions from oil fields to manufacturing facilities. These cooling systems serve critical functions across hydrocarbon processing, power generation, and heavy manufacturing industries. They effectively handle various fluids including steam, natural gas, lubricants, and process chemicals. The modular design allows for straightforward transportation and installation while maintaining consistent thermal efficiency. Configurations can be adapted to meet specific space constraints and performance requirements for diverse operational needs. - Cooling hydrocarbon process fluids and steam condensers in refinery and petrochemical operations - Natural gas compression cooling and vapor condensation in processing facilities - Turbine lube oil and transformer oil cooling for power generation equipment - Large engine and compressor cooling systems for industrial machinery - Process air and gas cooling in chemical manufacturing and industrial plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Air Cooled Heat Exchangers For Efficient Cooling
Industrial air cooled heat exchangers provide efficient, reliable cooling for process fluids using ambient air. Built with high-grade materials for harsh environments, these systems offer precise thermal management for industrial operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer