undefined
Description
Our industrial air cooled heat exchangers with premium efficiency finned tubes represent advanced thermal management technology designed for demanding industrial applications. Thes...
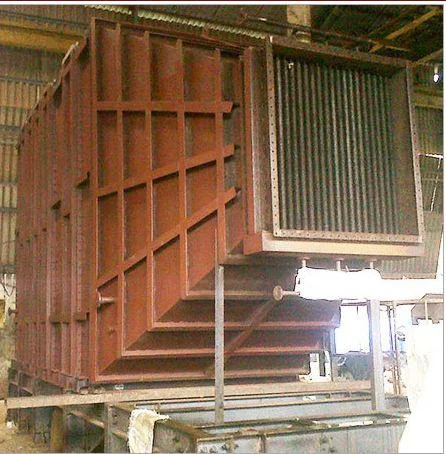
Our industrial air cooled heat exchangers with premium efficiency finned tubes represent advanced thermal management technology designed for demanding industrial applications. These units feature precision-engineered finned tubes manufactured in-house to ensure superior heat transfer performance and consistent quality. The optimized design maximizes surface area contact between process fluids and cooling air, resulting in exceptional thermal efficiency without water consumption. Built for reliability in challenging environments, these heat exchangers maintain stable operating temperatures while reducing energy requirements, providing industries with a sustainable cooling solution that delivers long-term performance and operational consistency. These cooling systems serve critical functions across multiple industrial sectors including oil and gas refineries, power generation facilities, chemical processing plants, and manufacturing operations. In petroleum applications, they efficiently cool process fluids and condense hydrocarbons while eliminating water usage and treatment costs. Power generation facilities utilize them for turbine cooling and auxiliary system temperature control. Chemical manufacturers depend on these units for precise temperature management of reactive compounds and process streams. Manufacturing industries employ them for machinery cooling and process temperature stabilization, ensuring consistent product quality and equipment reliability throughout production cycles. The business value of our air cooled heat exchangers extends beyond initial investment through substantial operational savings and enhanced system reliability. These units significantly reduce energy consumption through optimized air resistance design, requiring less power for air movement while maintaining effective cooling capacity. The advanced finned tube technology provides increased surface area per unit volume, enabling compact designs that handle substantial thermal loads. This engineering advantage translates to reduced operating costs, lower maintenance requirements, and decreased environmental impact. The durable construction ensures long service life with minimal downtime, while the standardized configurations ensure compatibility with existing industrial systems, delivering consistent return on investment through improved operational efficiency. Key Features: - Premium efficiency finned tubes manufactured in-house for quality assurance - Enhanced heat transfer surface design for maximum thermal performance - Optimized air flow architecture reducing power consumption - Robust construction suitable for harsh industrial environments - Standardized configurations for reliable integration with existing systems Benefits: - Superior heat transfer efficiency reducing operational costs - Lower energy consumption through optimized air flow design - Reduced maintenance requirements and operational downtime - Long service life with consistent performance in demanding conditions - Environmental compliance through water-free cooling operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial air cooled heat exchangers provide efficient thermal management solutions where water scarcity or environmental concerns limit traditional cooling methods. These systems transfer heat from process fluids directly to ambient air, eliminating water consumption while maintaining precise temperature control in demanding industrial environments. Their robust construction ensures reliable performance across diverse operational conditions, making them suitable for continuous process applications where consistent cooling is critical for operational safety and efficiency. These versatile cooling units serve multiple industries including oil and gas processing, power generation facilities, chemical manufacturing plants, and heavy industrial operations. The adaptable design allows integration with various process systems, providing effective heat dissipation for fluids, gases, and vapor streams. Their air-cooled technology eliminates water treatment costs and environmental discharge concerns, offering a practical solution for remote locations and water-restricted areas while ensuring compliance with stringent environmental regulations. - Cooling hydraulic systems and lubricants in heavy manufacturing machinery - Condensing process vapors in chemical and petrochemical production - Reducing compressor discharge temperatures in gas processing plants - Cooling turbine systems and auxiliary equipment in power generation - Maintaining temperature control in industrial HVAC systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heft Engineers, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•Importer / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Air Cooled Heat Exchangers Premium Efficiency Finned Tubes
Industrial air cooled heat exchangers with premium efficiency finned tubes deliver superior heat transfer and reduced energy consumption for reliable industrial cooling applications across various sectors.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heft Engineers Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryImporter / Exporter







